- введение Механическое развитие корневого канала является ключевой частью лечения корневых каналов....
- Конвергенция / конусность ( конусность )
- Радиальная контактная поверхность ( радиальная поверхность)
- Угол сдвига ( передний угол )
- Прыжок и угол наклона спирали
- В настоящее время доступны станочные системы NiTi
- Инструменты NiTi первого поколения
- Инструменты NiTi второго поколения
- NiTi инструменты третьего поколения
- NiTi инструменты четвертого поколения
введение
Механическое развитие корневого канала является ключевой частью лечения корневых каналов. Ятрогенные осложнения на этой стадии лечения, в виде степеней, перфораций и транспорта просвета канала, чаще в изогнутых каналах, влияют на конечный результат лечения. 1 Внедрение никель-титановых инструментов стало прорывом в технике эндодонтического лечения, развитие канала стало проще, быстрее и более воспроизводимым, а осложнения были реже. 2-4 Показано, что способ изготовления и изготовления вращающихся инструментов существенно влияет на их поведение и эффективность работы. 5-7
Целью эндодонтического лечения является профилактика или лечение периапикальных воспалительных поражений, вызванных инфекцией пульпы и системы корневых каналов. 8 Биологической основой лечения является химико-механическое развитие системы каналов, удаление измененных тканей и бактерий, а также стерилизация канала и его подготовка к плотному заполнению. Инструментам для лечения корневых каналов уже более ста лет. Первые попытки в конце 19-го века заключались в использовании стальных игл для скручивания канала, а затем крученых струн для фортепиано. Благодаря Керру, стальные струны породили файлы K ( file ) finger. Позже были представлены вращающиеся стальные инструменты.
Никель-титановый сплав (NiTi) был впервые разработан в 1962 году под названием Нитинол (аббревиатура из Никель-титановой военно-морской лаборатории ). Нитинол является одним из 3 основных металлических сплавов с памятью формы. Он получил этот сплав для эндодонтии в 1988 году, когда Уэльс представил набор ручных файлов из него. 9
В настоящее время на рынке доступно более 20 различных станочных систем. Большинство из них представляют собой эволюцию инструментов, доступных ранее, некоторые представляют совершенно новый подход. Доступные системы могут быть разделены в зависимости от многих факторов. Инструменты имеют разную конструкцию рабочей части, разные поперечные сечения, они изготовлены из разных сплавов NiTi, имеют свои последовательности и технику работы. Существует также разделение на поколения инструментов - в зависимости от времени появления данных инструментов или из-за их конструкции. Целью данной статьи является представление систем станков, представленных на польском рынке, с описанием структуры и характеристик, влияющих на их поведение во время работы.
Особенности конструкции вращающихся инструментов
топ
Режущий активный наконечник более эффективно проникает в корневой канал, позволяет развивать узкие и закупоренные каналы. Тем не менее, он несет в себе больший риск ятрогенных осложнений. 10 Чтобы исключить риск создания градусов, перфораций и переноса светового потока, большинство доступных в настоящее время инструментов имеют неподвижный, «пилотирующий» наконечник. 11-12 Это заставляет его скользить по стенке канала и прорезать остальную часть инструмента.
Конвергенция / конусность ( конусность )
Развитие конусообразного канала является стандартным в эндодонтии. 13 Его преимуществом, помимо механической очистки стенок канала, является хороший доступ при ополаскивании антибактериальными жидкостями, а также более легкое и более предсказуемое наполнение. 10, 14-17
Наряду с инструментами NiTi были представлены файлы с большей конусностью / конвергенцией. В современных станках оно составляет от 4 до 12%. Преимущества инструментов с большей конусностью: более эффективная разработка, меньшее количество используемых инструментов, эффективное промывание и последующее заполнение канала. Благодаря свойствам сплава NiTi инструменты с большей конвергенцией сохраняют гибкость и позволяют создавать даже сильно изогнутые каналы. Стальные инструменты с одинаковой сходимостью были бы слишком жесткими и не подходили бы для работы в изогнутых каналах.
Радиальная контактная поверхность ( радиальная поверхность)
Это плоская поверхность на периферийной части инструмента, отделанная режущим лезвием. Его основная задача - централизовать инструмент в канале. Долговечность инструмента и его устойчивость к усталости зависит от количества материала в сердечнике. Контактные поверхности обеспечивают дополнительный материал по окружности и благоприятное распределение напряжений. Несмотря на эти преимущества, контактные поверхности значительно снижают гибкость инструмента и требуют большего крутящего момента с повышенным трением. В инструментах третьего и последующих поколений (за исключением системы GT-X) использование контактных поверхностей было прекращено, а более высокая эффективность резания была достигнута благодаря использованию положительного угла сдвига (рис. 1).
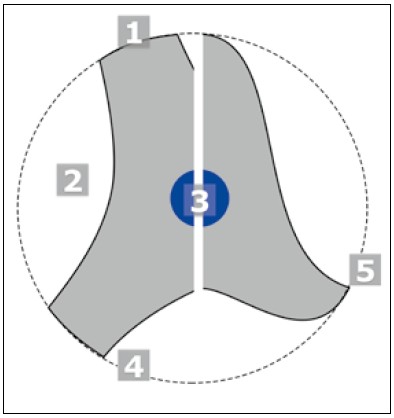
Рис. 1. Схема поперечного сечения различных инструментов: 1 - поверхность радиального контакта, 2 - пространство для подачи, 3 - ось вращения, 4 - режущая кромка с отрицательным углом сдвига, 5 - режущая кромка с положительным углом сдвига
Кроме того, современные инструментальные системы содержат файлы, асимметрично работающие, то есть не все лезвия одновременно касаются стенок канала (рисунок 2).
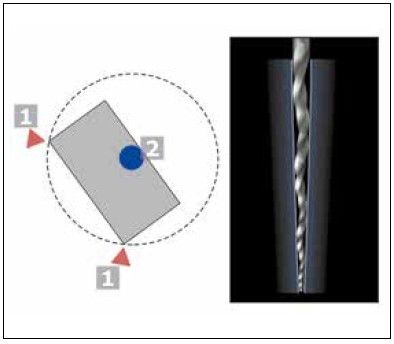
Рис. 2. Асимметричный инструмент на примере ProTaper NEXT (Dentsply Tulsa): 1 - лезвия, работающие в контакте со стенками канала, 2 - ось вращения файла
Угол сдвига ( передний угол )
Эффективность разработки зависит от угла наклона лопастей. Инструменты первого и второго поколений имеют отрицательный или нейтральный уклон, что означает, что инструмент не режет и «стирает» обрабатываемую поверхность. В случае твердого дентина или других препятствий в канале, отрицательный угол резания приводит к значительному снижению производительности. В процессе работы с инструментом с отрицательным углом сдвига, очищенный материал дополнительно измельчается и вдавливается в каналы, образуя щедрый слой мазка. При нейтральном и положительном угле резания опилки попадают в пространство между лезвиями и смещаются в корональном направлении инструмента из канала. Системы третьего и последующих поколений имеют положительный угол резания, благодаря чему они эффективно режут дентин.
Прыжок и угол наклона спирали
Шаг спирали определяет агрессивность «завинчивания» файла в корневой канал. Инструменты с фиксированным шагом собирают опилки чаще всего в рабочей части инструмента. Системы с изменяемым шагом спирали по спирали лучше удаляют мусор из канала и характеризуются гораздо меньшей внутренней резьбой инструмента в канале.
В настоящее время доступны станочные системы NiTi
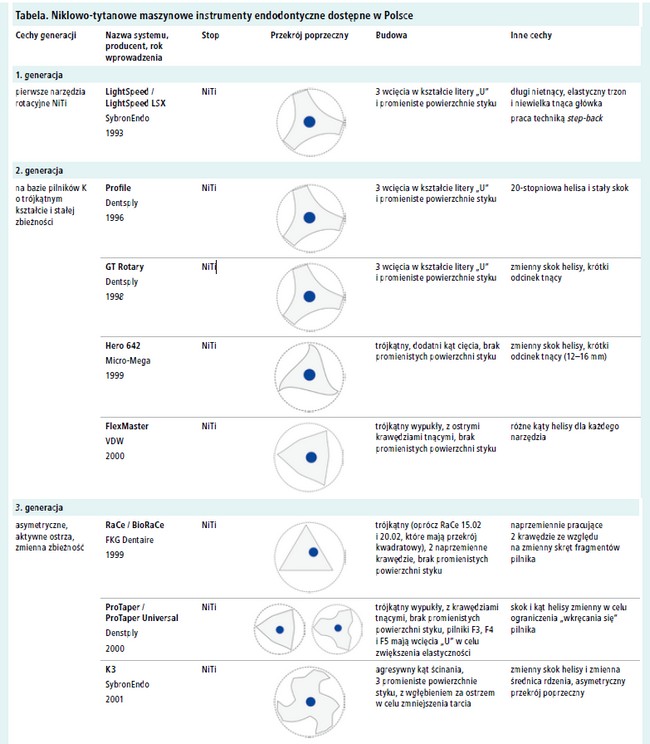
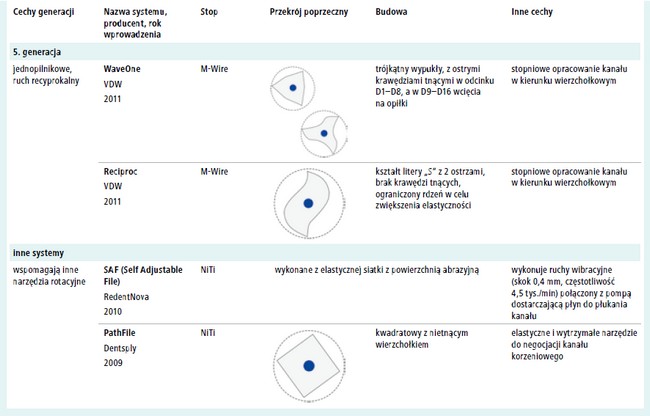
Системы, доступные в настоящее время на рынке, можно разделить на поколения (табл.). LightSpeed относится к первому. Второе поколение - это системы, инструменты которых разработаны на основе K файлов с треугольным сечением (Profile, GT, Hero, Flexmaster). Третье поколение - это инструменты, которые вводят функции в конструкцию файлов, предназначенные для повышения устойчивости инструментов к нагрузкам, возникающим во время работы (RaCe, ProTaper, K3). Четвертый - это инструменты, в которых использовались новые типы сплавов NiTi (M-Wire и R-Phase NiTi - GT-X, TwistedFile), а также новые формы поперечного сечения (Mtwo, Revo-S, One Shape, EndoWave, ProTaper NEXT). Пятое поколение - это однодвигательные системы с возвратно-поступательным движением, меняющие подход к развитию каналов (WaveOne, Reciproc).

Смотрите PDF
Инструменты NiTi первого поколения
Изначально они были спроектированы как гибкие стальные инструменты, но благодаря использованию никель-титанового сплава стали первыми поколениями машинных файлов NiTi. Их введение значительно ускорило и улучшило развитие корневых каналов.
LightSpeed / LightSpeed LSX
Название относится к простоте системного приложения и высокой скорости вращения файлов. Он состоит из короткой режущей головки на длинном гладком узком стержне. Эта конструкция напоминает дрель Gates.
Весь набор состоит из 22 инструментов с размерами ISO от 20 до 100, кроме того, они также доступны в «половинных» размерах (например, 20,5, 21,5) ISO от 20 до 60. В зависимости от размера, длины режущей части составляет 0,25-1,75 мм. Техника работы заключается в получении конической формы разрабатываемого канала с использованием файлов большего размера в последовательности шагов назад .
Улучшение, представленное в 2005 году, представляет собой систему LightSpeed LSX. Набор был уменьшен до 12 файлов. Также нет больше "половины" размеров. Это единственные вращающиеся инструменты NiTi, предназначенные для работы с техникой отступления.
Инструменты NiTi второго поколения
Это станки, напоминающие конструкцию из К-файлов треугольного сечения, изготовленные из сплава NiTi.
профили
Эта система была представлена на рынке в 1996 году. В поперечном сечении видны три U-образных выреза, в которых накапливается содержимое канала и радиальные контактные поверхности. Угол сдвига нейтральный. Из-за высоких сил трения требуется работа с высоким крутящим моментом. Верх не скользкий, а постоянный шаг спирали делает эти инструменты подверженными «ввинчиванию» в канал.
Техника работы напоминает работу с инструментами пальца - тонкие движения вверх-вниз в последовательности корона-вниз .
Система GT
Название GT происходит от большей конусности (повышенной конусности) (рис. 3). Последовательность инструментов увеличивает сходимость, сохраняя при этом один размер наконечника. Доступны 3 последовательности для узких, стандартных и широких каналов с размерами ISO соответственно 20, 30 и 40. Конусность последующих инструментов варьируется от 12% до 4%. Поперечное сечение имеет 3 радиальные контактные поверхности и нейтральный угол сдвига. Верхняя часть файлов неактивна.
Канал разрабатывается с помощью метода свертывания, используя файлы с тем же размером апекса, но с все меньшей и меньшей конвергенцией - коронная часть начинается с файла с конвергенцией 12%, в следующих разделах канала используются файлы с 10 и 8%, а затем 6%, достигая вершины корня. Если необходимо расширить вершину, используйте следующие инструменты, но с сходимостью 4% и соответственно большим размером, чтобы они развивали только вершину.
Герой 642
Они имеют треугольное поперечное сечение со слегка положительным углом сдвига. Система состоит из трех наборов инструментов, используемых для разработки каналов с различной степенью кривизны. Они доступны в фиксированных сходимостях 2, 4 и 6% и в 3 размерах ISO: 20, 25, 30. Переменным является угол наклона спирали, который помогает транспортировать опилки из воздуховода и уменьшить ввинчивание инструмента (рисунок 4).

Рис. 3. GT файл (Dentsply Tulsa) в версии для пальцев

Рис. 4. Файл Hero 642 (Микро-Мега)
FlexMaster
Они имеют выпуклое треугольное сечение, похожее на расширители типа K. Это обеспечивает большое количество материала в сердцевине пилки, что приводит к большей устойчивости к скручиванию и усталости. Угол резания отрицателен, а наконечник закруглен, не режется. Инструменты используются в порядке, зависящем от диаметра и кривизны канала.
Разработка начинается с IntroFile с конвергенцией рабочей части на 11% и 9 мм, затем с помощью метода уменьшения толщины развивается канал с инструментами уменьшения конвергенции с 6% до 2% и размерами ISO от 20 до 45. Постоянный спиральный скачок приводит к высокой активности инструментов и ввинчивание в корневой канал (рисунок 5).

Рис. 5. Файл FlexMaster (VDW)

Рис. 6. Файл RaCe (FKG Dentaire)
NiTi инструменты третьего поколения
Системы третьего поколения характеризуются конструкцией, которая увеличивает их прочность. Асимметричная работа, переменная сходимость или характерное поперечное сечение служат для увеличения сопротивления изгибающим и крутящим силам, действующим на инструменты.
RaCe
Название системы является аббревиатурой от Reamer с чередующимися режущими кромками ( расширяющиеся с изменяющимися режущими кромками). Верх режет. Файл имеет спиральную форму, при работе в контакте со стеной имеются 2 из 3 режущих кромок, разные на разных участках инструмента. Таким образом, не весь рабочий файл одновременно развивает канал. Шаг спирали также является переменным, более или менее плотным и более свободным (рисунок 6). Эта конструкция служит для уменьшения трения во время работы, что означает, что инструменты могут работать при более низких настройках крутящего момента и более высоких оборотах. Инструменты изготовлены в технике фрезерования, а затем подвергнуты электрохимической полировке.
Рекомендуется работать как в технике коронации, так и в традиционной технике, для полной рабочей длины, в последовательности от 2 до 5 инструментов.
принятие
Это еще одна версия инструментов RaCe с той же структурой. Разница заключается в измененных сходимостях и размерах в основных рабочих последовательностях. Рекомендуемая техника - работать на полной рабочей длине, как в системе RaCe, с низким крутящим моментом и 500-600 оборотами в минуту.
ProTaper / ProTaper Universal
Набор Protaper состоит из инструмента для развития коронковой части канала - SX, размер 19 и увеличения сходимости с 4% до 19%, и 2 инструментов S1 и S2 для придания формы (формирования). Следующие 3 - F1, F2 и F3 используются для окончательной подготовки канала ( отделка ). Инструменты для разработки более крупных каналов F4 и F5 (ISO 40 и 50) были добавлены в комплект в 2006 году (ProTaper Universal). Поперечное сечение инструментов треугольное с тремя режущими лезвиями, инструменты F3, F4 и F5 имеют дополнительные выемки для опилок, которые повышают их гибкость. Сходимость является переменной (рисунок 7), в файлах для формирования она увеличивается с 2 и 4% до 11 и 11,5%. Вы работаете с ними в технике свертывания. Однако конвергенция файлов для окончательного анализа уменьшается с 7, 8 и 9% до 5,5 и 5%. Они работают на полную рабочую длину. Однако из-за уменьшающейся сходимости они подвержены разрушению при заклинивании наконечника инструмента.
K3
Он имеет характерное асимметричное поперечное сечение, 3 расширенных контактных поверхности, облегчающих централизацию инструмента в канале, с 3 режущими кромками с положительным углом сдвига и канавками за 2 из 3 лопастей для уменьшения трения. Переменный шаг спирали также позволяет более эффективно удалять опилки (Рисунок 8). Верх инструментов не режущий.
Они доступны в различных последовательностях для различных размеров разрабатываемых каналов (ISO 15-60) и с постоянной конвергенцией 2, 4 и 6%. Развитие каналов начинается с более крупных инструментов, а затем используются меньшие в технике свертывания.
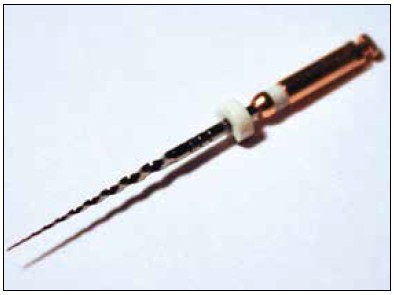
Рис. 7. Файл ProTaper (Дентсплай Талса)

Рис. 8. Файл K3 (SybronEndo)
NiTi инструменты четвертого поколения
Это инструменты из новых сплавов NiTi с новой формой поперечного сечения. Сплав M-Wire NiTi, завоевавший популярность благодаря однодвигательным системам, представленным на рынке, был представлен для использования в приборах этого поколения. Инструменты, изготовленные из M-Wire NiTi, отличаются большей гибкостью и повышенной усталостной прочностью. Благодаря этому при одинаковом сопротивлении поломке они могут иметь более глубокие выемки и меньшую сердцевину.
Mtwo
Базовая последовательность содержит 4 файла в формате ISO от 10 до 25 с конвергенцией 4%, конвергенцией 5% и 6%. Есть также файлы в формате ISO 30-60 с конвергенцией 5% и 4%.
Техника работы заключается в вводе каждого инструмента на полную рабочую длину.
Поперечное сечение имеет форму буквы «S» с 2 режущими кромками с положительным углом резания, что позволило уменьшить сердцевину инструмента и тем самым повысить гибкость. Шаг спирали увеличивается в направлении от наконечника к штоку (Рисунок 9), что уменьшает самопроизвольную намотку файла и улучшает удаление мусора из канала.
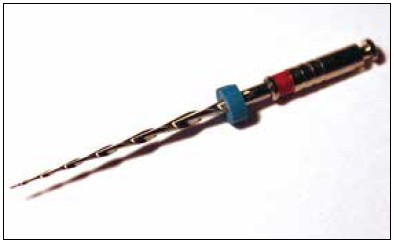
Рис. 9. Пильник Мтво (VDW)
TwistedFile
В 2008 году SybronEndo представила технологию изготовления инструментов NiTi путем скручивания, аналогично стальным напильникам K. Пластичность достигается во время термической обработки во время так называемой. NiTi R фаза. Следовательно, эти инструменты обычно называют R-фазой NiTi. Такой метод, в отличие от используемого в других фрезерных системах, позволяет получать инструменты с большей прочностью и гибкостью (рис. 10).
Первоначально файлы были доступны только в формате ISO 25, но с конусностью от 4 до 12%. В настоящее время в последовательности есть также файлы в ISO 30, 35 и 40.
Рекомендуемая методика - сокращенная , в последовательности из 3 файлов с уменьшающейся конвергенцией и увеличивающимся размером.



